Blog
Use of Sleeves, Shims and Bushings in Counterbores


Worn out or damaged aluminum and cast iron engine blocks are often repaired by using dry sleeves. Cylinders typically develop cracks, excessive tapers and incur other damages. However, they can be recovered by boring and installing a repair sleeve, thus saving the block. Resleeving all the heavily worn out cylinders in the block will restore the cylinders to an almost-new condition.
Of course, you can bore out the cylinders and install oversized pistons and rings. However, using sleeves saves the expenses of having to replace the pistons and rings. In addition, many blocks are built too thin to accommodate overboring reliably without sleeves. Aluminum blocks with integrated iron sleeves can be saved only by machining the original sleeves out and installing new ones.
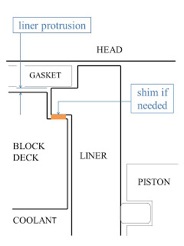
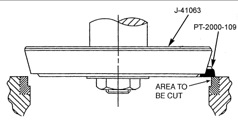
During operation of the engine, the tops or flanges of the liners will usually move around and this will cause a wear at the top of the block. That usually results in the top of the block dropping. Therefore, to bring the liner back up to the proper specs, technicians usually cut the top of the block around each hole and use stainless shims. Proper shimming will also prevent coolant to leak past the seat. Although the recommended procedure is to use a single shim of the least thickness, to achieve the correct cylinder sleeve stand-up height, a combination of shims may be used if necessary.
After extensive use, the spinning axle of a diesel engine will wear out the top of the axle hole in the chassis. Usually this creates an oblong hole in the chassis rather than a round one, causing high pressure and friction between the worm gear on the armature shaft and the axle gear. This overheats the motor, making the engine run poorly, not to pull well and ultimately burns out the motor.
Instead of allowing the engine to continue to operate in this condition, rebushing the engine will save the motor. Some of the earlier diesel engines had factory installed bushings for all powered axles. These were circular metal inserts, which could be easily replaced by anyone. Removing these bushings was a simple affair of using a set of nails to punch the old bushing out of the chassis carefully. However, later models usually do not have factory installed bushings and the holes are simply milled through the chassis.
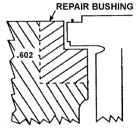
Therefore, rebushing such chassis usually requires drilling or milling a cavity around the axle hole and this must be done with a high degree of accuracy. The process is best done with a milling machine, ensuring absolute placement of the hole with the new bushing. To place the bushing in its milled cavity, it is common to heat the chassis so that it expands, while refrigerating the bushing to make it contract. The contracted bushing easily slides in place into the expanded cavity. On cooling, the bushing maintains a tight fit in its milled cavity. Once the bushing is properly placed, it can be counterbored to the required dimensions.
overall rating:
my rating:
log in to rate